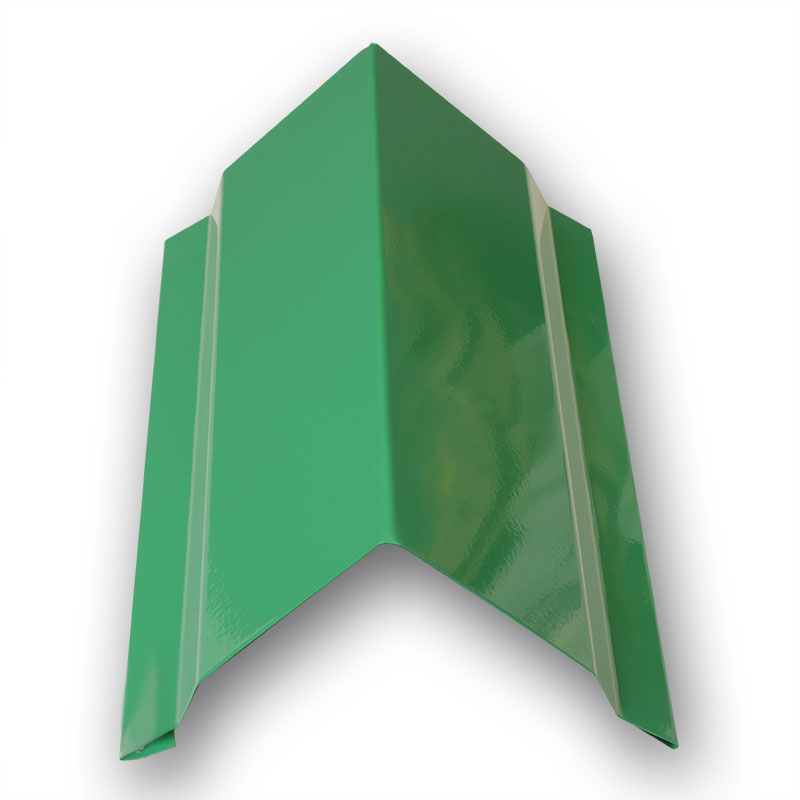
Порошковая покраска металлических изделий
Как правило, часто мы сталкиваемся с вопросом выбора цвета забора, крыши, водостока. И как правило, упираемся в несколько стандартных цветов, которые окрашивают комбинаты.
Компания V-Stok предоставляет возможность выбора цвета по всему каталогу RAL c применением различных спецэффектов:
- Антик. (Медь, Серебро, Золото.)
- Шагрень. (Крупная, мелкая)
- Металлик.
- Фосфорные. (Люминесцентные).
- Соль, Перец.
- Грунт.
Длина изделий 7 м, ширина и высота 1,8 м, max вес изделия 250 кг.
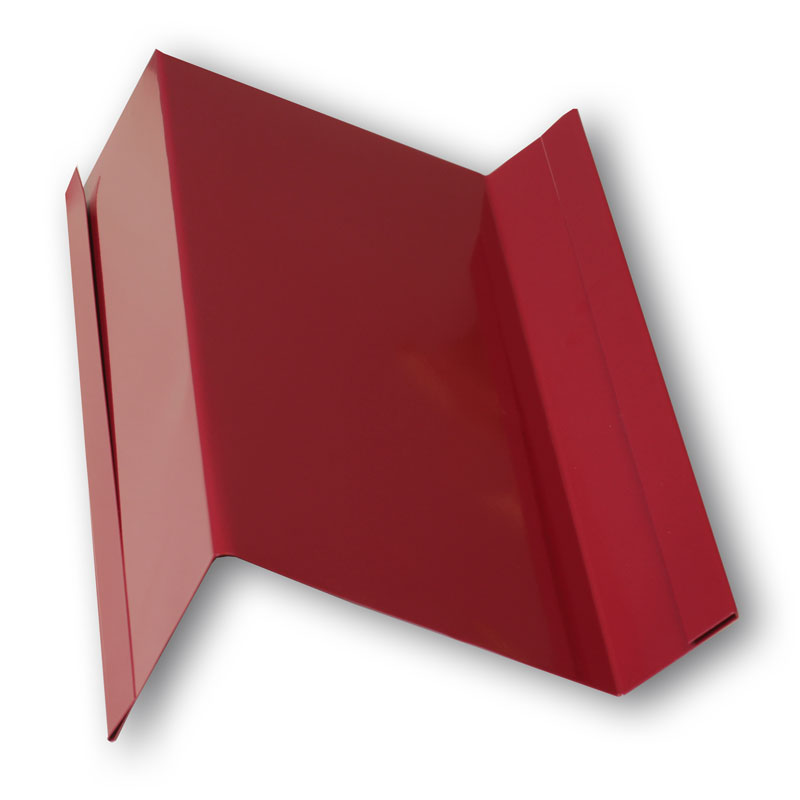
Виды изделий
- Плоские изделия от 120 руб./м2.
- Профиль и длинномерные изделия Ø15-100мм от 35 руб. м.
- Гибочные (выпуклые) изделия от 180 руб./м2.
- Метизы (саморезы) длиной до 60 мм, более 5000 шт. от 1,4 руб/шт.
Что собой представляет порошковая покраска?
Порошковая покраска - метод получения полимерных покрытий с декоративными и защитными свойствами. Способ разработан в 50-х годах для альтернативного нанесения лакокрасочного материала для деталей допускающих термообработку (до 250 градусов по Цельсию)
Порошковая покраска осуществляется в несколько этапов:
1. Подготовка и обработка поверхностей.
Этот этап является основополагающим, от чистоты поверхности (наличие грязи и ржавчины) зависит успех наложения краски и как она будет выглядеть.
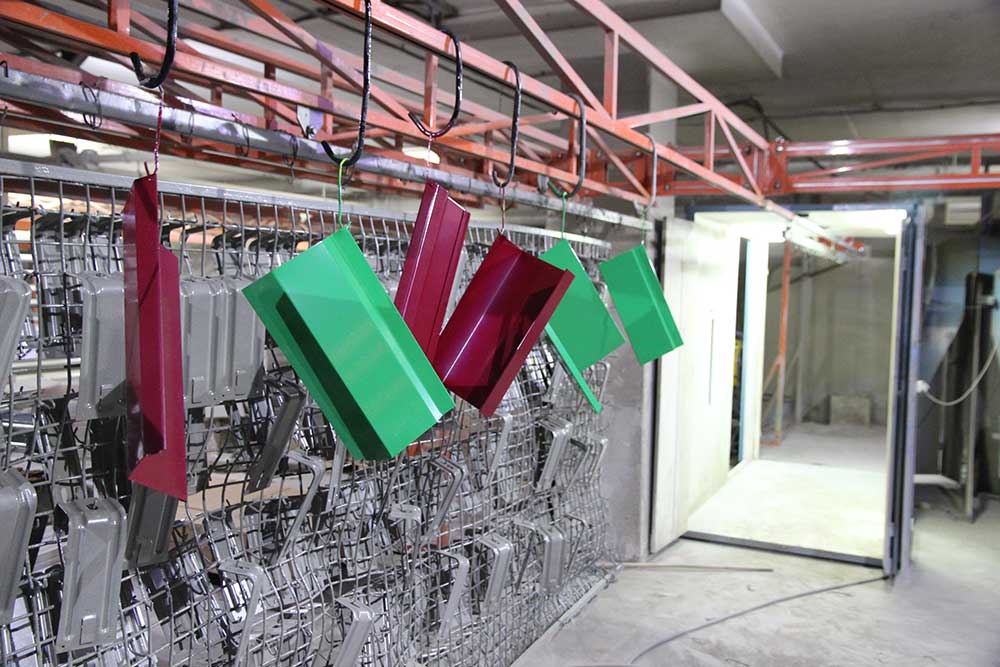
2. Подвешивание и сверление отверстий.
Для того, чтобы продолжить подготовку и покраску изделия, его надо закрепить на транспортере. Как правило изделие подвешивается на металлический крюк, если же геометрия изделия не позволяет зацепить крюк, то сверлятся технические отверстия по бокам или в тех местах, где они менее видны.
3. Обезжиривание.
Производится химическое обезжиривание и просушка материала, что позволяет очистить поверхности от наличия масла. Для обезжиривания используются уайт-спирит, ацетон, керосин, сольвент, обезжириватель.
4. Нанесение порошковой краски.
Метод пневмоэлектростатического распыления - заряженный порошковый материал в дозированном количестве равномерно подается в виде порошковой аэродисперсии на холодное или нагретое изделие. Заряд частиц порошкового материала может осуществляться как от источника высокого напряжения, так и с использованием трибоэлектрического эффекта, при этом зарядка порошка осуществляется за счет трения при контакте дисперсных частиц порошка между собой и с трибоэлектризующими элементами поверхности в распыляющих устройствах и при пневмотранспортировке порошковой аэродисперсии.
5. Закрепление слоя порошка при помощи камеры полимеризации.
Для плавления частиц краски и закрепления их на поверхности, изделия подвергаются воздействию высоких температур (до 250 градусов по Цельсию) в термопечи. Температурный режим и время полимеризации зависит от вида порошковой краски.
6. Выгрузка и охлаждение окрашенной продукции из печи.
7. Упаковка стрейч-пленкой.
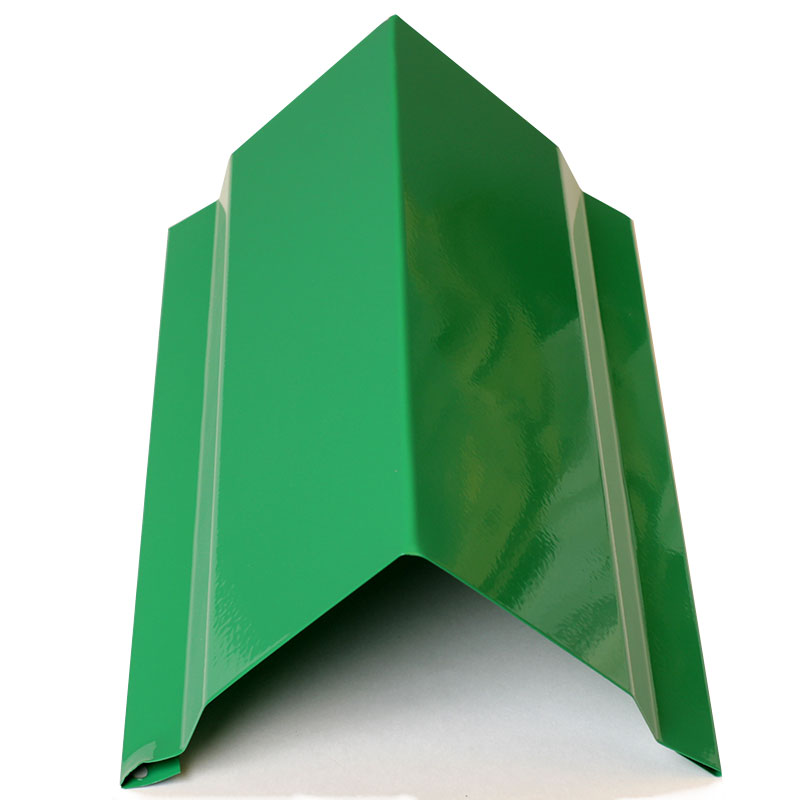
Преимущества порошковой краски.
- Прочность и долговечность.
- Использование порошковой краски экономичнее в отличие от классических видов краски.
- Экологичность.
- Быстро высыхает.
- Проста в использовании.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система защиты от коррозии и старения
ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ
Подготовка металлических поверхностей к окрашиванию